



Not satisfied with coloring?
The following factors are considered to cause coloring.
1. The atmosphere inside a furnace
2. Chromium carbide that has been precipitated through sensitization
3. Remaining oil from the cleaning process
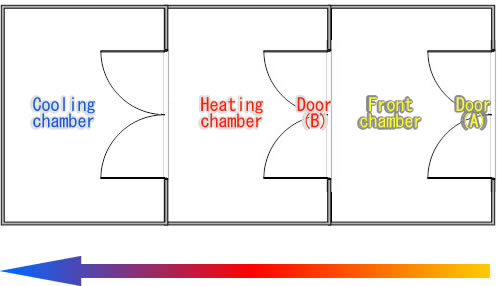
→ 1. Our vacuum furnace can perform treatment with a high vacuum ranging to 10^-5 Torr, so the atmosphere inside the furnace is kept in an excellent condition. (drawing 1)
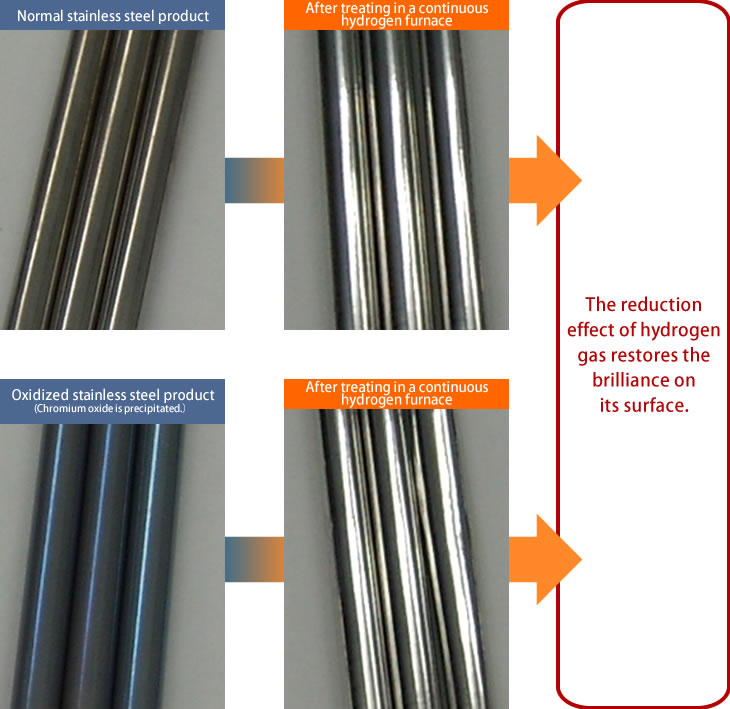
Also, we use a continuous hydrogen furnace to enable treatments in a 99.9% hydrogen atmosphere.
Hydrogen is a reduction gas that reduces impurities on the surface of products to give superior brilliance after finishing. (drawing 2)
(Drawing 1)
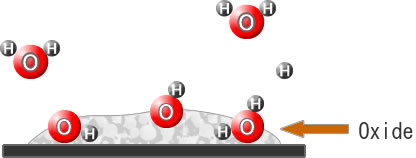
(Drawing 2)
In the reduction, oxide (O) on the surface of steel bonds with hydrogen (H) to produce water (H2O) and give brilliant finishing.
→2. All production staff members are certified metal heat treatment technicians, including first grade technicians.
These staff control the treatment process with proper temperature for materials and quickly pass through the sensitization temperature range to prevent the formation of chromium carbide.
→3. As an option, we have an environmentally friendly hydrocarbon vacuum cleaning system to perform cleaning before treatment.
Not satisfied with galling?
Galling between products occurs more easily when they are treated in a high vacuum atmosphere (vacuum galling).
Tearing off galled parts causes large deformation. Especially for thin pressed plate products, the effect is often severe.
Our vacuum furnace can prevent galling by filling with nitrogen gas (interchangeable with argon or hydrogen gas) in a vacuum process during heat up or prevent galling by setting methods (low pressure heat up, partial methods).
Our continuous hydrogen furnace treats in a 99.9% hydrogen atmosphere under normal pressure, so it can treat mass production parts with less occurrence of galling, without reducing treatment capacity.
Not satisfied with deformation?
The following factors are considered to cause deformation.
1. The release of processing stress during heat treatment
2. Sagging within the product itself due to gravity
3. The effect of quenching jigs
4. The time lapse of structural transformation
For factor 1, we can propose a solution at the production or prototype stage because the stress is added during the pressing, padding, and welding processes.
For factors 2 and 3, we can suppress deformation to a minimum using the optimized setting method developed through years of experience.
Theoretically, factor 4 will not occur if there is no time lapse in heating structural transformation (excluding external factors).
Considering the heat involvement of jigs and products, we use our accumulated data and original setting method to heat up products uniformly.
